| 产品参数 | |
|---|---|
| 产品价格 | 电议 |
| 发货期限 | 电议 |
| 供货总量 | 电议 |
| 运费说明 | 电议 |
| 产地 | 河南洛阳 |
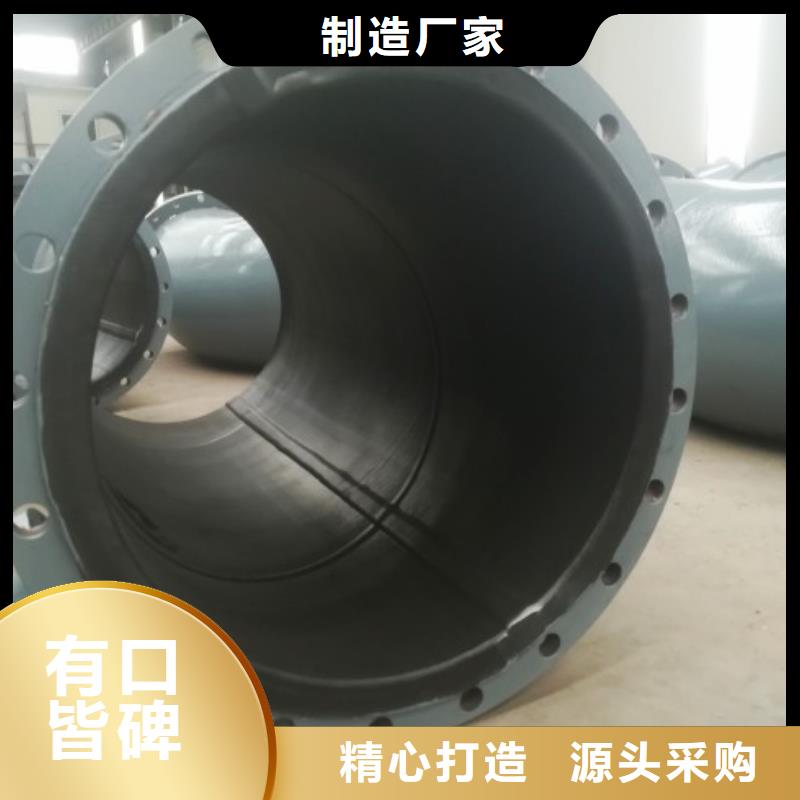
| 衬里材质 | 优质橡胶 |
| 生产工艺 | 热硫化或冷粘 |
| 规格型号 | 支持定制 |
| 连接方式 | 法兰连接 |
| 断裂强度 | 17 |
| 扯断伸长率 | 550 |
| 衬里硬度 | 60±5 |
| 范围 | 衬胶管钢衬超高分子复合管供应范围覆盖河北省、石家庄市、唐山市、秦皇岛市、邯郸市、邢台市、保定市、张家口市、承德市、沧州市、廊坊市、衡水市 邯山区、丛台区、复兴区、峰峰矿区、临漳县、成安县、大名县、涉县、磁县、肥乡区、永年区、邱县、鸡泽县、广平县、馆陶县、魏县、曲周县、武安市等区域。 |


依据衬胶管道脱硫界的分类,湿式和干式两种衬胶管道脱硫方法。
湿法衬胶管道脱硫技术简述
湿式钙法(简称湿法)烟气衬胶管道脱硫技术是3种衬胶管道脱硫方法中技术成熟、实际应用多、运行状况稳定的衬胶管道脱硫工艺。湿法烟气衬胶管道脱硫技术的特点是:整个衬胶管道脱硫系统位于烟道的末端,在除尘系统之后;衬胶管道脱硫过程在溶液中进行,吸附剂和衬胶管道脱硫生成物均为湿态;衬胶管道脱硫过程的反应温度低于露点,衬胶管道脱硫后的烟气一般需经再加热才能从烟囱排出。湿法烟气衬胶管道脱硫过程是气液反应,其衬胶管道脱硫反应速率快,衬胶管道脱硫效率高,钙利用率高,在钙硫比等于1时,可达到90%以上的衬胶管道脱硫效率,适合于大型燃煤电站锅炉的烟气衬胶管道脱硫。目前使用广泛的湿法烟气衬胶管道脱硫技术,主要是石灰石/石灰洗涤法,占整个湿法烟气衬胶管道脱硫技术的36.7%。它是采用石灰或石灰石的浆液在洗涤塔内吸收烟气中的SO 并副产石膏的一种方法。其工艺原理是用石灰或石灰石浆液吸收烟气的SO ,分为吸收和氧化两个阶段。先吸收生成亚硫酸钙,然后将亚硫酸钙氧化成硫酸钙即石膏。



衬胶管道施工方案(热硫化过程):
衬胶管道联接方式为法兰联接,每根管长度3—5米.
优点:利用热硫化丁基橡胶耐高温、抗腐蚀、易粘接,使衬胶钢管具有的结合强度和极好的耐磨损、耐腐蚀性能。
弯头类衬里结构:
优点:法兰与弯头的处理:(在管线转弯处使用橡胶弯头,即便于安装,又可调节管路膨胀与收缩的补偿.)
1、法兰包边2、接头搭节 3、密封性强4、 尺寸便于销核。
丁基衬胶粘接、硫化工艺简介
冷粘工具和清洗剂
![]() 刃口锋利的刀具两把;
刃口锋利的刀具两把;
直尺,卷尺,磨刀石;
木锤或者橡胶锤两把;
钢丝刷两把;
手提电动钢丝刷(砂轮)一个;
干净棉纱。
丁基胶板粘接程序
胶板的准备
a.所有粘接的胶板表面都必须打毛(出厂时已一面或两面打毛),包括接头。
b. 所有需粘接的表面(含接头)都须用香蕉水清洗脏物,并彻底晾干。
橡胶和橡胶粘接
均匀涂一层配好的粘合剂于粘接表面,并晾干1015分钟;
再均匀涂第二层配好的粘合剂,粘接面不粘手,再将粘接面叠合;
粘合剂在短时间内即粘牢,在施压前调整好粘接位置;
当位置对好后,在整个表面施压,使其接触均匀,挤出空气。
橡胶与金属铁板粘接
金属铁板表面需用喷砂或者钢丝刷去除铁锈和氧化层;
采用香蕉水清洗喷砂后的表面,并彻底晾干;
涂金属底油,约2小时晾干,如层太薄可涂第二层;
粘接步骤同第3条a d 项。
送入硫化罐进行加压、高温硫化约4个小时。
混凝土事故浆液池及石灰石浆液箱在现场粘接,然后进行本体硫化,即采用现场热源(锅炉蒸汽)及压力表将蒸汽输送入密封的事故浆液池及石灰石浆液箱,进行常温本体硫化约八小时。



中雄管业(邯郸市分公司)经营理念:诚信为本,实力优先,全心全意为客户。公司重管理,讲效率,向规模经济要效益,为严格公司纪律明确责任,提高工作效率引进了当前先进的管理体系,完善了 衬塑管道生产各项规章制度,企业要发展,人才是关键,公司谋求长远发展,建立并完善了人才资源库,努力做到让所有员工人尽其才,才尽其用,让其在本岗位上发挥特长,尽忠职守。


衬胶管道制作过程中注意事项:
粘合剂及固化剂置阴暗通风处密封保存,并小心溅入眼睛;
底油的用量为每升可涂4平方米;
粘合剂的用量为每升可涂1.5平方米;
每升粘合剂在使用时需配入52克固化剂。
衬胶管道橡胶粘接检验标准(现场制作)。
1,金属表面处理:金属表面必须喷砂除锈,要全部露出金属光泽,达到Sa2 1/2标准要求
2,喷砂处理:喷砂是采用吸入式喷砂法,制作风压不低于5~6Kg/cm2,所用铜渣或金刚砂(粒径1.5~3.5mm)需要干燥后方能使用,喷砂工序自上而下进行,然后用毛刷刷去喷砂后附在金属表面的灰尘、喷砂应自上而下喷,顺序为从左到右。
3,胶板下料的处理:先下好样板,再裁胶板,力求准确、节约,适当考虑余量。坡口宽度为胶板厚度的3~3.5倍(15度)。胶板粘合面应保持干净,不干净的部位用清洗剂清洗干净。
4,钢管与橡胶粘接后表面达到:
1平整 2光滑 3无气孔 4无凹陷 5无死角。



衬胶管道胶板粘接程序
A. 胶板的准备
a.所有粘接的胶板表面都必须打毛(出厂时已一面或两面打毛),包括接头。
b. 所有需粘接的表面(含接头)都须用香蕉水清洗脏物,并彻底晾干。
B. 橡胶和橡胶粘接
1. 均匀涂一层配好的粘合剂于粘接表面,并晾干1015分钟;
2. 再均匀涂第二层配好的粘合剂,粘接面不粘手,再将粘接面叠合;
3. 粘合剂在短时间内即粘牢,在施压前调整好粘接位置;
4. 当位置对好后,在整个表面施压,使其接触均匀,挤出空气。
C. 橡胶与金属铁板粘接
1. 金属铁板表面需用喷砂或者钢丝刷去除铁锈和氧化层;
2. 采用香蕉水清洗喷砂后的表面,并彻底晾干;
3. 涂金属底油,约2小时晾干,如层太薄可涂第二层;
4. 粘接步骤同第3条a d 项。
5. 送入硫化罐进行加压、高温硫化约4个小时。
6. 混凝土事故浆液池及石灰石浆液箱在现场粘接,然后进行本体硫化,即采用现场热源(锅炉蒸汽)及压力表将蒸汽输送入密封的事故浆液池及石灰石浆液箱,进行常温本体硫化约八小时。
7. 注意事项
a) 粘合剂及固化剂置阴暗通风处密封保存,并小心溅入眼睛;
b) 底油的用量为每升可涂4平方米;
c) 粘合剂的用量为每升可涂1.5平方米;
d) 每升粘合剂在使用时需配入52克固化剂。

名片")